Por qué las máquinas termoplásticas de señalización vial mejoran la eficiencia de la construcción de carreteras y reducen los costos a largo plazo
2026-06-23
body { font-family: Georgia, 'Times New Roman', serif; color: #1a1a1a; line-height: 1.8; max-width: 780px; margin: 0 auto; padding: 20px; }
h1 { font-size: 28px; font-weight: 700; color: #0d1b2a; border-bottom: 2px solid #e65100; padding-bottom: 12px; margin-bottom: 24px; }
h2 { font-size: 20px; font-weight: 700; color: #1b3a5c; margin-top: 36px; margin-bottom: 14px; border-left: 4px solid #e65100; padding-left: 12px; }
h3 { font-size: 17px; font-weight: 600; color: #2c3e50; margin-top: 28px; }
p { margin-bottom: 16px; text-align: justify; }
table { width: 100%; border-collapse: collapse; margin: 20px 0; font-size: 14px; }
th { background: #1b3a5c; color: #fff; padding: 10px 12px; text-align: left; font-weight: 600; }
td { padding: 10px 12px; border-bottom: 1px solid #ddd; }
tr:nth-child(even) td { background: #f8f9fa; }
ul, ol { margin: 12px 0 12px 20px; }
li { margin-bottom: 8px; }
blockquote { background: #f5f5f5; border-left: 4px solid #e65100; padding: 14px 18px; margin: 20px 0; font-style: italic; color: #555; }
.faq { background: #f0f4f8; padding: 24px; border-radius: 6px; margin: 32px 0; }
.faq dt { font-weight: 700; color: #0d1b2a; margin-top: 16px; }
.faq dd { margin-left: 0; margin-top: 6px; color: #333; }
.cta { background: linear-gradient(135deg, #1b3a5c 0%, #0d1b2a 100%); color: #fff; padding: 28px; border-radius: 6px; margin: 36px 0; text-align: center; }
.cta h3 { color: #fff; margin-top: 0; }
.cta a { color: #ffab40; font-weight: 600; }
.data-highlight { color: #e65100; font-weight: 700; }
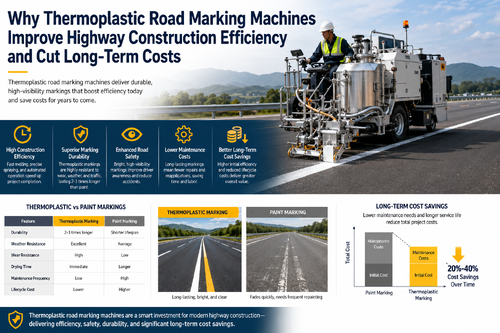
Por qué las máquinas de marcado de calles con termoplástico mejoran la eficiencia de la construcción de carreteras
En el verano de 2023, un contratista en Texas pasó 11 noches remodelado una sección de 14 millas de la I-35.Solo el control de tráfico consumió el 40% del presupuesto del proyectoEl equipo estaba de vuelta en el mismo tramo antes de que terminara la temporada. Este no es un caso aislado, es el resultado predecible de elegir el material y el equipo de marcado equivocado para el trabajo.
En toda América del Norte, Europa y el sudeste asiático, las autoridades de carreteras están endureciendo las especificaciones.y las normas ASTM han elevado todos los requisitos de retrorreflectividad en la última décadaLas marcas termoplásticas, aplicadas con equipos de fusión en caliente adecuadamente diseñados, permiten la obtención de una imagen óptica de las pinturas a base de disolventes fríos.se están convirtiendo en el estándar para las carreteras con AADT superior a 15,000La máquina importa tanto como el material.
El verdadero problema: por qué las señales de la carretera fallan prematuramente
Cuando una marcación de una carretera falla, el síntoma visible es simple: la línea desaparece. La causa principal suele ser una cadena de fallas que comienza mucho antes de que la primera raya toque el pavimento.
1. Desajuste de selección de material
La pintura fría cuesta aproximadamente entre $0.08 y $0.15 por pie lineal para una línea de 4 pulgadas. Pero en una carretera con 30.000 vehículos por día, la pintura fría pierde el 60% de su retrorreflectividad dentro de 4 a 8 meses.El Instituto de Transporte de Texas A&M lo documentó en un estudio de 2019 en siete sitios de prueba.Las pinturas a base de disolventes alcanzaron un promedio de 90-110 mcd/m2/lx en la aplicación, cayendo por debajo del mínimo FHWA de 100 mcd/m2/lx en 180 días en tramos de alto tráfico.
El coste de los materiales por pie lineal es más alto, de $0.25 a $0.45 En la actualidad, el coste anual de la industria de los plásticos es muy bajo, con el cierre de carriles y la mano de obra para la reaplicación, el coste anualizado se vuelca decisivamente a favor del termoplástico.
2Inconsistencia de la temperatura de aplicación
Es aquí donde la máquina se convierte en la variable crítica.Se puede utilizar para la fabricación de productos químicos.Si la temperatura es inferior a 190 °C, la viscosidad del material aumenta, produciendo un grosor de película desigual.y la pérdida prematura de cuentas de vidrio siguen en meses.
Las calderas de fusión caliente de nivel de entrada con calefacción de una sola zona y control manual de la temperatura producen oscilaciones de ± 15 °C.Una máquina de marcado de carreteras de plástico térmico bien diseñada con calefacción de doble o triple zona y quemadores controlados por PID mantiene ±3 °CEsta diferencia de 12°C se traduce directamente en la marca de la longevidad.muestra una diferencia del 30% en la retención de cuentas de vidrio después de 12 meses de tráfico.
3. Profundidad de incrustación de las cuentas de vidrio
La retrorreflectividad proviene de las cuentas de vidrio, no del material de marcado.Demasiado poco profundo y los neumáticos los arrancan en semanas.Demasiado profundo y la perla queda enterrada, produciendo cero reflectividad desde el primer día.
Una máquina termoplástica de calidad controla la aplicación de las cuentas independientemente del flujo de material.antes de que el material se descasqueCon la distribución sincronizada de cuentas ligada a la velocidad del suelo, la consistencia de la inserción mejora dramáticamente.Las máquinas que dependen de la transmisión manual de perlas todavía comunes en unidades importadas de bajo costo producen una variación de incrustación del 20-40%, lo que significa que una parte significativa de las cuentas se desperdician o son ineficaces.
Pintura térmica frente a pintura fría frente a dos componentes: una comparación basada en datos
Parámetro
Pintura con disolvente en frío
Dos componentes (2K)
El uso de las sustancias químicas incluidas en el presente anexo no es válido para las sustancias químicas enumeradas en el anexo II.
Costo del material por pie lineal (línea de 4")
$0.08 por $0.08.15
$0.18 ️ $0.35
$0.25 por $0.45
La retrorreflectividad inicial (mcd/m2/lx)
90 ¢ 150
200 ¢ 350
220 ¢ 380
Retrorreflectividad después de 18 meses (trafico intenso)
30 ¢ 60
100 ¢ 160
140 ¢ 220
Vida útil típica (AADT > 20.000)
4 8 meses
18 30 meses
24 48 meses
Tiempo de secado (hasta la ausencia de pista @ 25°C)
5 15 minutos
15 45 minutos
2 10 minutos
Temperatura de aplicación
Ambiente
En el ambiente (curado químico)
200 °C y 220 °C
Tiempo de cierre de carril (por km, línea única)
20 30 minutos
30 60 minutos
10 20 minutos
Retención de las cuentas de vidrio (% después de 12 meses)
40 ∼ 55%
60 ¢ 75%
70 ∼ 85%
Costo anualizado (material + mano de obra + TMP)
$0.42 $0.78 / pie
$0.22 $0.41/ft
$0.15 $0.28/piés
Una idea clave:La pintura fría tiene el costo inicial de material más bajo, pero el costo anual más alto.La calidad de la máquina amplifica o erosiona esta ventaja. Un hervidor mal controlado puede borrar por completo los ahorros del ciclo de vida..
¿Qué hace que una máquina de marcado de calles de plástico térmico sea eficiente: 5 criterios técnicos?
1Diseño del sistema de calefacción: zona única contra zona múltiple
Un hervidor de una sola zona calienta todo el tanque desde un quemador. El material en la parte inferior puede alcanzar los 220 °C mientras que el material cerca de la parte superior se mantiene a 185 °C. Cuando el operador tira desde la parte inferior, el material se calienta hasta los 180 °C.picos de temperatura de aplicaciónEn la medida en que el tanque se agota, el material restante se sobrecalienta y se degrada.
El calentamiento de zonas múltiples con quemadores separados para el tanque principal y el calzado de extrusión elimina esta estratificación.mientras que la zona de aplicación aumenta hasta el objetivo final (205-215 °C) justo antes de la extrusiónEsta es la diferencia entre una línea uniforme de 2,0 mm y una que varía de 1,2 mm a 2,8 mm a través de una sola carga del tanque.
2Sistema de agitación: continuo contra intermitente
El compuesto termoplástico contiene rellenos, resinas de aglutinante y cuentas de vidrio.segmentos de línea que son ricos en resina (frágil) seguidos de segmentos que son ricos en relleno (débil adhesión).
Busque máquinas con unasistema de agitación continua con accionamiento hidráulico o eléctricoLa agitación intermitente, común cuando el agitador comparte un accionamiento con la velocidad del suelo, produce una variación de composición del ±15% en un turno.
3Diseño de la matriz de extrusión y flexibilidad de anchura
El calzado de extrusión determina el perfil de la línea. Un calzado de ancho fijo lo limita a un ancho de línea.y anchos de 400 mm El calzado debe calentarse (no sólo el tanque) para evitar que el material se descasque en el labio de la matriz, lo que causa líneas de arrastre y bordes inconsistentes.
Para los trabajos de carreteras, busque una matriz que produzca unMarcado de perfil elevado (convexo)de un grosor de 1,5 a 3,0 mm.Las marcas de perfil elevado proporcionan una retroalimentación sonora y vibratoria a los conductores a la deriva, un requisito cada vez más específico para las líneas de borde y las líneas centrales según las directrices EN 1436 y AASHTO.
4. Aplicación de las cuentas de vidrio: presión vs. gravedad vs. manual
La transmisión manual de perlas un operador que agita las perlas desde un recipiente de mano es el método más barato y menos consistente.
Los dispensadores alimentados por gravedad mejoran la consistencia hasta un ±15%. Los sistemas alimentados por presión, que utilizan aire comprimido para proyectar perlas en la superficie termoplástica aún fundida, logran una uniformidad del ±8%.Para carreteras en las que la retrorreflectividad esté especificada contractualmente, la aplicación de cuentas alimentadas a presión es el estándar mínimo para cumplir con los requisitos de garantía más allá de los 24 meses.
5Control de velocidad en tierra y sincronización del flujo de material.
La relación entre la velocidad del suelo y la potencia de la bomba del material determina el grosor de la línea.el operador ajusta manualmente la carrera de la bomba producen una variación del grosor del ± 20%.
Las máquinas modernas de accionamiento hidráulico o servo utilizan unrueda codificadora de seguimiento del sueloLa máquina, que opera a 3 km/h o a 8 km/h, mantiene el espesor programado.Para los contratos de carreteras con especificaciones mínimas de espesor de película seca (normalmente 1.5 mm bajo AASHTO M249), esta sincronización elimina las secciones delgadas no conformes.
Datos de construcción del mundo real: ganancias de eficiencia de la selección de la máquina
Un proyecto de 2022 en la autopista M25 en el Reino Unido comparó dos métodos de aplicación de termoplásticos en tramos adyacentes de 5 km:
El método métrico
Cacerola de bajo costo (zona única, perlas manuales)
Máquina profesional (multi-zona, perlas de presión)
Velocidad de aplicación (m/hora lineal, línea de 150 mm)
1,200 ¢ 1,800
2,800 ¢ 4,500
Residuos de material (% de exceso de rociado)
12 ¢ 18%
3 ¢ 6%
Uso de cuentas de vidrio (g/m2, objetivo 350)
280, 520 (varianza alta)
330 ¢ 370
Variancia del grosor de la línea
1.1 ️ 2,9 mm
1.7 ¢ 2,1 mm
Horas de cierre de carril (por 5 km, 2 líneas)
14.8 horas
7.2 horas
Se requiere un nuevo trabajo (secciones no conformes)
80,2% de la longitud total
00,4% de la longitud total
Costo total del proyecto (incluido el TMP y la reelaboración)
18 libras.400
11 libras.700
La máquina profesional completó el mismo alcance en aproximadamente la mitad del tiempo, con un 95% menos de re-trabajo y un 36% menos en el coste total del proyecto.En el caso de los proyectos de infraestructuras, la reducción de las horas de gestión del tráfico por 5 km) justificaba la inversión en equipos en dos proyectos..
Errores comunes que socavan el rendimiento de los termoplásticos
Erro 1: No hacer la preparación de la superficie
El termoplástico se adhiere mecánicamente, no químicamente. Necesita una superficie limpia y seca con un perfil adecuado. La aplicación en pavimentos húmedos o contaminados con diesel / aceite reduce la resistencia de la unión en un 40-60%.La temperatura del pavimento debe ser superior a 10°C.En el caso de los materiales que se encuentran por debajo de este nivel, el material se enfría demasiado rápidamente y las cuentas no se incrustan.
Error 2: Usar el tamaño equivocado de las cuentas
Las cuentas de tipo I (AASHTO M247, 150-850 micras) son estándar, pero para las carreteras con tráfico pesado de camiones, las cuentas de tipo III o tipo IV (diámetro mayor,el índice de refracción más alto) mejora la visibilidad nocturna húmeda en un 25-40%El uso de cuentas de tipo I donde se especifica el tipo III es una fuente común de inspección fallida y no tiene nada que ver con la máquina, sólo con la selección de consumibles.
Error 3: Sobrecalentar el material durante la puesta en escena
El precalentamiento de los bloques termoplásticos en la caldera ahorra tiempo, pero dejar el material a 220 °C durante más de 2 horas sin agitar provoca la degradación térmica del aglutinante de resina de hidrocarburos.El material todavía se extruirá pero la línea curada muestra amarilleamiento prematuro y micro grietas dentro de 6-8 mesesUna buena máquina incluye unamodo de espera a baja temperatura(160-170°C) para los períodos de espera entre turnos.
Preguntas frecuentes
P: ¿Es adecuado el marcado térmoplástico para las superficies de las carreteras de hormigón?
Sí, pero requiere un imprimable, en concreto, aplique un imprimable de epoxi o poliuretano de dos componentes antes de la aplicación termoplástica sin imprimable, la fuerza de unión disminuye 50-70%.El primer llena la porosidad de la superficie y proporciona la necesidad de termoplásticos mecánicos claveAlgunas máquinas integran un sistema de pulverización de primeras delante de la bota de extrusión, eliminando un paso separado.
P: ¿Cuánto dura una máquina de marcado termoplástico con un mantenimiento adecuado?
Una máquina bien construida con construcción de tanque de acero inoxidable, limpieza regular del quemador y mantenimiento del sistema hidráulico funciona durante 8-12 años en uso comercial normal.calzado de extrusión (reemplazar cada 2-3 años o 500-800 km de línea)Las máquinas con tanques de acero suave común en los segmentos de presupuesto generalmente desarrollan fugas de corrosión dentro de 3-5 años, especialmente en entornos húmedos o costeros.
P: ¿Cuál es el consumo típico de material para un proyecto de carretera?
Una línea de 150 mm de ancho y 2 mm de espesor consume aproximadamente 3,5-4,0 kg de termoplástico por cada 100 metros lineales.el plan para aproximadamente 1,200 kg de compuesto termoplástico más 350-400 kg de cuentas de vidrio.
P: ¿Puede una máquina aplicar tanto pintura termoplástica como fría?
Las máquinas termoplásticas están construidas con tanques calientes, chalecos de aceite térmico y sistemas de entrega aislados.Los tiradores de línea sin aire de pintura fría utilizan bombas de alta presión y puntas de rocío sin calefacciónSe trata de categorías de equipos fundamentalmente diferentes: algunos contratistas ejecutan ambos tipos en el mismo proyecto:Aerosol sin aire para marcas de líneas cortas (barras de parada), cruces peatonales, símbolos) donde la ventaja de velocidad del termoplástico es menos significativa.
P: ¿Cuál es el período de recuperación típico para la actualización a una máquina termoplástica profesional?
Según los datos de los proyectos M25, el ahorro de material (6-12% menos residuos) y la reducción de los trabajos de reutilización (del 8% a menos del 1%) generalmente recuperan la diferencia de precios dentro de los proyectos de autopistas de tamaño medio 3-5. If the upgraded machine enables bidding on contracts with tighter retroreflectivity warranties — which basic kettle operators often cannot meet — payback can be under 12 months from winning the first specification-grade contract.
Conclusión
El marcado térmoplástico se ha utilizado en las carreteras europeas desde los años setenta, pero ha cambiado el entorno de especificación.Las autoridades de carreteras ahora redactan contratos con garantías de retrorreflectividad plurianualesLos contratistas que dependen de equipos de nivel de entrada con un control de temperatura deficiente y la aplicación manual de cuentas están encontrando que los costos de re-trabajo erosionan márgenes ya delgados.
Una máquina de marcado de calles de termoplástico de diseño adecuado con calefacción multizona, agitación continua, distribución de cuentas alimentadas a presión,y el control de velocidad de tierra sincronizado no sólo aplica líneas más rápidasLa diferencia se refleja en todas las métricas: residuos de material, horas de cierre de carril,tasa de retención de las cuentas, y el coste total por kilómetro.
Para el contratista que hace una oferta para la construcción de una carretera, la cuestión no es si utilizar termoplásticos.La pregunta es si su máquina puede cumplir con la especificación y si la máquina de su competidor es mejor.
¿Buscas una máquina de marcado de carretera termoplástica construida para especificaciones de autopistas?
Suministramos calefacción multi-zona,Equipo de marcado termoplástico de perlas de presión con agitación continua y accionamiento hidráulico diseñado para las garantías de retrorreflectividad que exigen los contratos de carreterasLas máquinas están disponibles con matrices de extrusión de 100-400 mm, capacidad de perfil elevado y sistemas de imprimación integrados.
Póngase en contactopara las especificaciones del equipo, la consulta del proyecto y la fijación de precios.
Leer más

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!